ACTIVIDAD #4
CONTROL ESTADISTICO DEL PROCESO (SPC)
SPC por su siglas en
ingles statistical process control, mejor conocido en español como
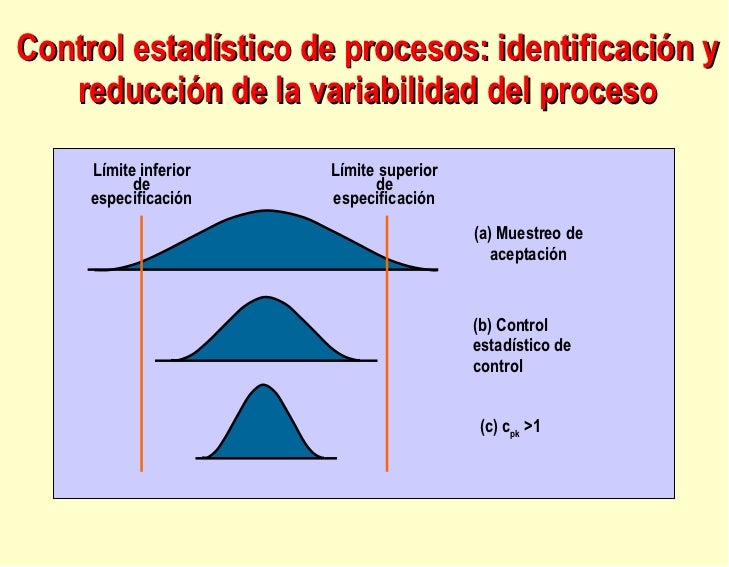
control estadistico de proceso, son gráficos de control, que permiten
usar criterios objetivos para distinguir variaciones de fondo de eventos
de importancia. Casi toda su potencia está en la capacidad de
monitorizar el centro del proceso y su variación. Esta herramienta
también es considerada al igual que el APQP, PPAP, AMEF y MSA parte de las Core Tools del sector automotriz y es un requerimiento de la especificación técnica ISO/TS 16949.
Conceptos Fundamentales de SPC
La filosofía de administración por
calidad total se basa en el mejoramiento constante del proceso, con la
finalidad de prevenir que se elaboren productos ó servicios
defectuosos. Por lo tanto un elemento fundamental en esta filosofía es
el control del proceso. Es indispensable este control, pues en todo
proceso está latente el fenómeno de la variabilidad.
Variabilidad
Los factores que provocan este fenómeno son entre otros:
• La maquinaria ó herramienta empleada, que no trabaja siempre de la misma manera
• La materia prima, que no tiene en todo momento las mismas características
• El factor humano, cuyo trabajo depende de muchas circunstancias externas e internas
• La materia prima, que no tiene en todo momento las mismas características
• El factor humano, cuyo trabajo depende de muchas circunstancias externas e internas
Con el control del proceso no se trata de suprimir la variabilidad sino de reducirla.
Un
proceso industrial está sometido a una serie de factores de carácter aleatorio
que hacen imposible fabricar dos productos exactamente iguales.
Dicho
de otra manera, las características del producto fabricado no son uniformes y
presentan una variabilidad
.
Esta variabilidad es claramente indeseable y el objetivo ha de ser reducirla lo
más posible o al menos mantenerla dentro de unos límites
.
El Control Estadístico de Procesos es una herramienta útil para alcanzar este
segundo objetivo. Dado que su aplicación es en el momento de la fabricación,
puede decirse que esta herramienta contribuye a la mejora de la calidad de la fabricación. Permite
también aumentar el conocimiento del proceso (puesto que se le está tomando “
el
pulso” de manera habitual) lo cual en algunos casos puede dar lugar a la mejora
del mismo.
1. ¿A qué se deben las variaciones en las dimensiones de las piezas fabricadas?
Todos los procesos de fabricación son inherentemente variables. La variabilidad de un proceso se debe a dos tipos de causas:
-causas asignables. Se conoce la causa y se puede corregir. -causas
comunes. De naturaleza aleatoria, inherentes al proceso y prácticamente
imposibles de eliminar.
Las variaciones de un proceso pueden comprobarse a través de los
resultados obtenidos con el mismo en una situación controlada donde no
encontremos causas asignables no esperadas. A menudo, la variación de un
proceso puede ajustarse a alguna ley probabilística. Una de las más
utilizadas y sencillas es la distribución normal, que se caracteriza por
su media y su desviación típica.
En todos los procesos de mecanizado existe un desgaste de las herramientas de corte que se utilizan en cada caso.
Todas las herramientas de corte se desgastan durante el mecanizado,
y tal desgaste sigue hasta que sobreviene el final del filo. Hoy en
día, los parámetros que se manejan para determinar cuando un filo de
corte esta en condiciones óptimas para cortar son principalmente el
acabado superficial, la precisión dimensional que quedan en la piezas
elaboradas, el patrón de desgaste de la herramienta, que tipo de viruta
se forma, la vida del filo prevista e incluso hay diferentes sistemas de
monitorización del desgaste.
En operaciones de acabado, se considera inservible el filo de corte
cuando el acabado superficial de la pieza deja de cumplir las exigencias
previstas. No es necesario un gran desgaste, basta simplemente con una
pequeña parte desgastada en la punta de la herramienta para tener la
necesidad de cambiar la misma. Por el contrario, en una operación de
desbaste, el desgaste producido en el filo se manifiesta en una longitud
de arista mayor y puede tolerarse un desgaste considerablemente
superior, puesto que no hay unas exigencias de precisión dimensional ni
de acabado superficial.
El desgaste de la herramienta es inevitable y como tal no resulta un
proceso negativo. No lo es dependiendo de cuando y como se produce.
Cuando el filo ha cortado una considerable cantidad de material de la
pieza, durante un tiempo aceptable normalmente indicado por los propios
fabricantes de herramientas, el desgaste es por supuesto un proceso
lógico. Solo cuando se produce prematuramente la destrucción del filo o
fractura de la herramienta, da lugar a una consideración de tipo
negativa o irracional.
2. ¿Por qué no se construyen máquinas que fabriquen piezas con las dimensiones exactas?
El forjado
es un proceso en el que por medio de fuerzas de compresión sucesivas
aplicadas a través de matrices, dados o herramientas se conforma la
pieza. Es uno de los procesos más antiguos de trabajo con metales, 8000
A.c., se utilizaba para la obtención de monedas, joyería…martillando el
metal con herramientas de piedra.
Se puede realizar la forja de forma tradicional con un marro de mano,
o maceta y un yunque. Sin embargo, la mayor parte de las forjas
requieren un conjunto de matrices, prensas o marinetes. Las operaciones
de forjado a diferencia que las operaciones de laminado producen piezas
discretas.
Los productos más típicos que se pueden obtener a través del forjado
son: tornillos, remaches, ejes de turbinas, engranajes, bielas, piezas
estructurales para maquinaria, aviones, ferrocarriles…
Para que las piezas forjadas tengan buena resistencia y tenacidad se
puede controlar el flujo del metal y la estructura del grano, así se
pueden usar en aplicaciones donde se requieran grandes resistencias.
El forjado se puede realizar a temperatura elevada (forjado en caliente) o a temperatura ambiente (forjado en frío).
3.
Escribe una definición preliminar de variabilidad del proceso.
Definición
Campo
de variación de los valores numéricos de una magnitud.
Concepto
Generalmente
en los procesos de producción y de prestación de servicios es imposible
mantener todos los factores que influyen en el resultado final, constantemente
en el mismo estado. Este hecho da lugar a que las características
representativas de este resultado final (producto o servicio) presenten una
determinada variación.
CAUSAS
DE VARIABILIDAD
En un
proceso se distinguen dos tipos de causas de variación:
•Causas
internas, comunes o no asignables
-Son
de carácter aleatorio.
-Existe
gran variedad de este tipo de causas en un proceso y cada una de ellas tiene
poca importancia en el resultado final.
-Son
causas de variabilidad estable y, por tanto, predecible.
-Es
difícil reducir sus efectos sin cambiar el proceso.
•Causas
externas, especiales o asignables
-Son
pocas las que aparecen simultáneamente en un proceso, pero cada una de ellas
produce un fuerte efecto sobre el resultado final.
Producen
una variabilidad irregular e imprevisible, no se puede predecir el momento en
que aparecerá.
-Sus
efectos desaparecen al eliminar las causa.

http://web.cortland.edu/matresearch/ControlProcesos.pdf
No hay comentarios:
Publicar un comentario